The total of mentioned reactions is strongly endothermic, hence high amount of energy requires to supply the heat of reactions and this indicates that natural gas reforming is a very costly process and engineers must do their utmost in order to increase economic profits.
Many operating factors affect the reformer product composition including pressure, temperature, individual or sum of steam and carbon dioxide to carbon ratio and space velocity. The continuing progress in the field of reformer design modifications leads to applying higher pressures and temperatures for reforming process operation and these modifications paved the way for improving and optimizing these operating conditions. Besides the above-mentioned factors, the most critical aspect of this process is the performance of catalyst during the operation. In every chemical and petrochemical reactor, catalysts play the most important role to yield the desired products.
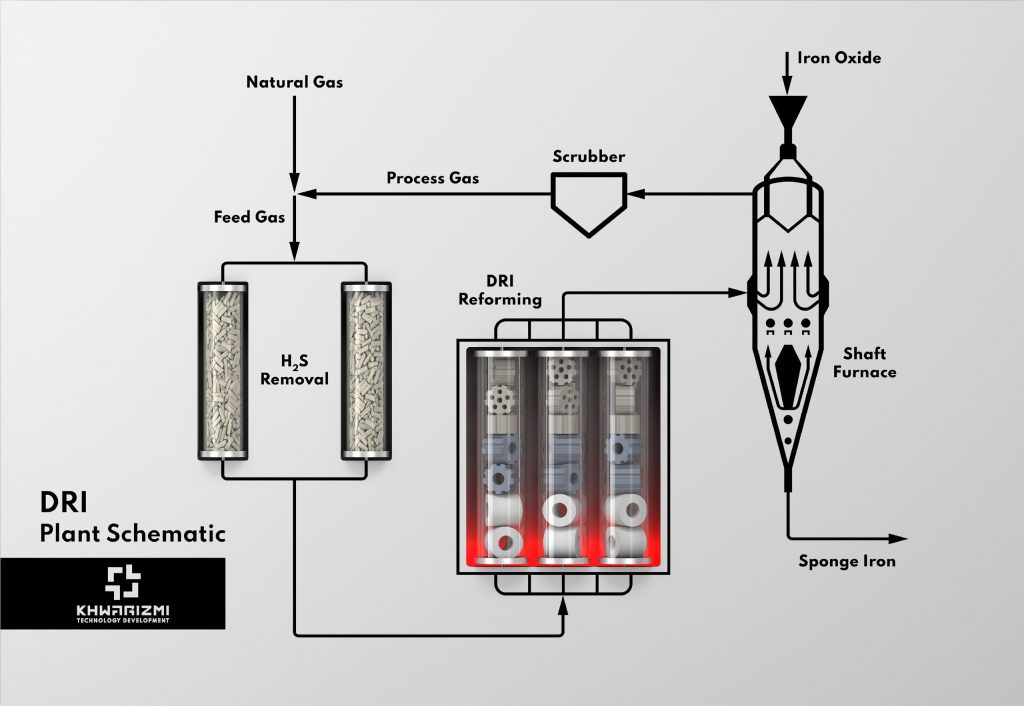
The MIDREX Direct Reduction process is based upon a low pressure, moving bed shaft furnace where the reducing gas or syngas moves counter-current to the lump iron oxide ore or iron oxide pellet solids in the bed. The reducing gas is produced from reforming of natural gas using two nickel-based catalyst types and one inert ceramic support. Regarding to the very sever operational conditions in MIDREX reformers due to reformer high temperatures, low pressures, low steam to carbon ratio and high CO2 content in the reformer feedstock, two varieties of catalysts along with an inert bed layer should be loaded to avoid catalyst deterioration, one with higher nickel oxide content and activity based on α-alumina and the other with lower nickel oxide and activity on rugged magnesium oxide carrier. Unlike steam reformers, in MIDREX reformers, feedstock moves upward inside the tubes and accordingly the catalysts loading pattern should be adjusted so that the feed gas stream firstly pre-heated over sufficient volume of ceramic support layer, then partially reformed and heated over semi-active magnesium oxide based catalyst to facilitate the process conditions of application of an alumina based high active catalyst. Hence, the ultimate reforming will be done over high active catalyst. The ratio of H2 to CO produced is controlled at about 1.5 to 1.9, and reducing quality at 11 to 12 for best operation.
Several significant features of the robust DRI reforming catalysts are as follows:
- High catalytic activity for converting feedstock
- High resistance against coke formation
- High heat transfer coefficient
- Low pressure drop and high geometric surface area
- Excellent stability of catalyst performance